Actualités
27 juillet 2026
Suite à nos essais en début de mois, nous avons pu facilement réaliser une montée en échelle du « DN50 inverted pocket filter© » au « filtre DN110 ASTRO© ».
Totalement automatisé, le filtre DN110 ASTRO© permet des productions à échelle pilote préparant un investissement industriel.
Les temps de filtration, lavage, séchage sont particulièrement réduits, sur une empreinte au sol minimale.
Cette performance s’ajoute à l’étape amont de cristallisation qui permet d’éviter la micronisation, courante en batch, des particules dont les caractéristiques physiques sont mieux contrôlées en continu.
(https://www.dec-group.ch/cpt-continuous-processing-technologies )
9 juillet 2026
« Le partenariat entre MEPI et l’équipementier DEC (Continuous Process Technologies) se poursuit et se renforce.
La société DEC Continuous Process Technology (ex AWL) (https://www.dec-group.ch/cpt-continuous-processing-technologies ) conçoit une large gamme de technologies adaptée aux procédés continus. Les cristallisations en continu sont complétés par des systèmes innovants de filtration/séchage semi-continus, de type Carousel Dec Filter Dryer®, Pocket Filter Dryer® avec décharge inversée des solides®, ou Astro Dec Filter Dryer ®, actuellement testés chez MEPI.
Ces cristallisations en continu permettent de maitriser par un bon réglage des paramètres techniques, la morphologie, la taille, et la répartition de taille des cristaux générés. Ainsi, lorsque les cibles définies par les clients sont atteintes, il est possible d’éviter l’étape ultérieure courante de micronisation qui suit les cristallisations en batch. Ces cristallisations en continu étant souvent 10 à 20 fois plus rapides qu’en batch, des gains significatifs en OPEX et CAPEX sont envisageables.
En sus, ces systèmes innovants de filtration/séchage en continu permettent d’atteindre, en fonction de la nature des molécules, des taux cible de solvants résiduels en des temps record, et dans des encombrements très réduits.
Ces technologies intéressent les acteurs de divers segments aussi variés que la pharmacie, la chimie fine, la cosmétique, les batteries, et bien d’autres encore »
9 juin 2026
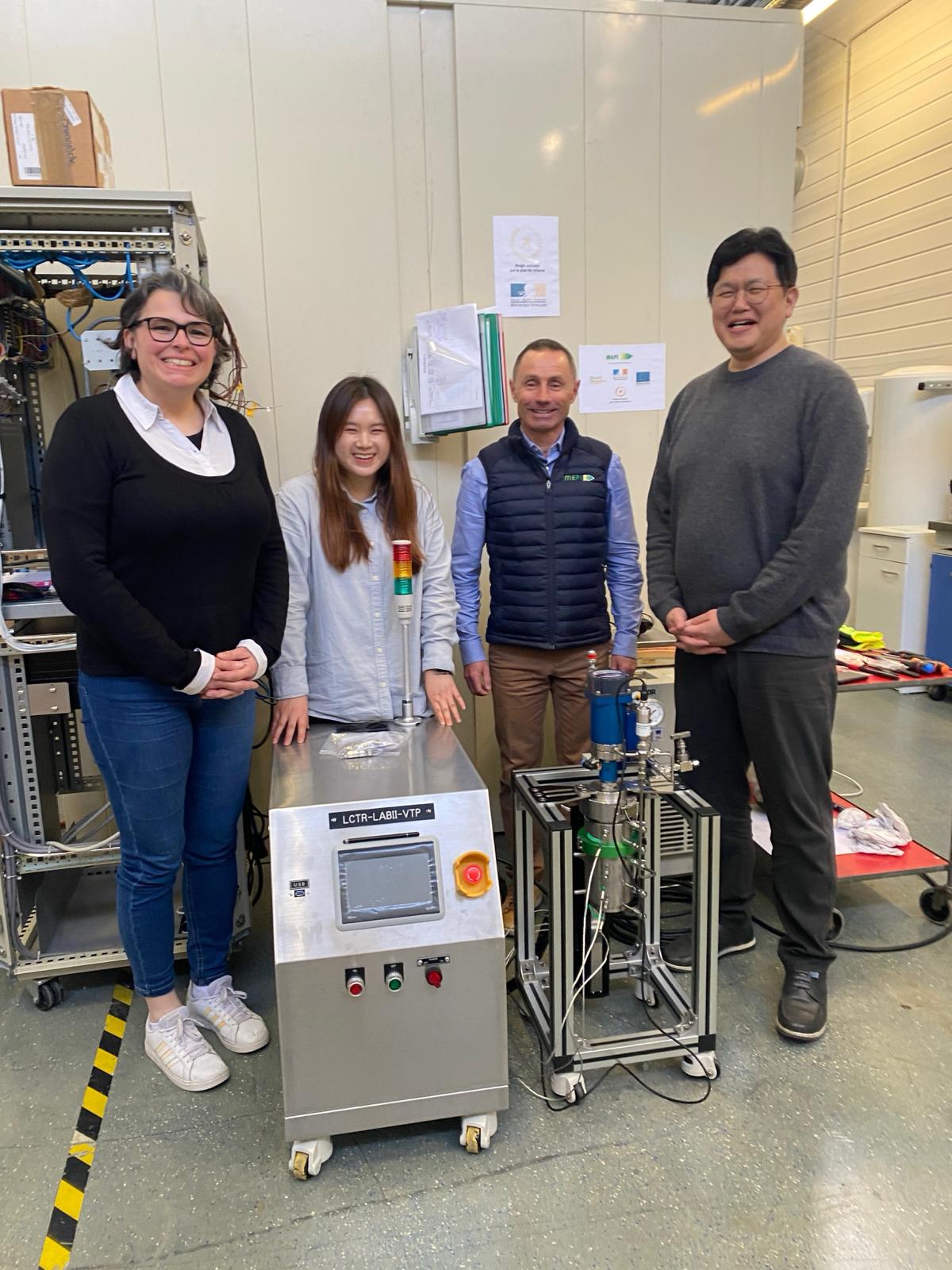
Le partenariat entre MEPI et l’équipementier Sud-Coréen LAMINAR se poursuit et se développe.
La société LAMINAR (taylor-reactor.com) conçoit des réacteurs LCTR, qui mettent en œuvre des flux continus faisant appel aux vortex de Taylor Couette.
Elle permet d’engager des synthèses chimiques continues intensifiées générant du solide, ce qui est complexe à réaliser dans les réacteurs mélangeurs statiques qui sont souvent sujets à bouchage dans ces conditions.
En outre, au-delà des réactions chimiques, ces réacteurs dynamiques sont aussi d’excellents cristallisoirs en continu permettant de maitriser par un bon réglage des paramètres techniques, la morphologie, la taille, et la répartition de taille des cristaux générés. Ainsi, lorsque les cibles définies par les clients sont atteintes, il est possible d’éviter l’étape ultérieure courante de micronisation qui suit les cristallisations en batch. Ces cristallisations en continu étant souvent 10 à 20 fois plus rapides qu’en batch, des gains significatifs en OPEX et CAPEX sont envisageables.
Cette technologie est un atout indéniable pour nos clients de divers segments aussi variés que la pharmacie, la chimie fine, la cosmétique, les batteries, et bien d’autres encore.
28 mars 2026
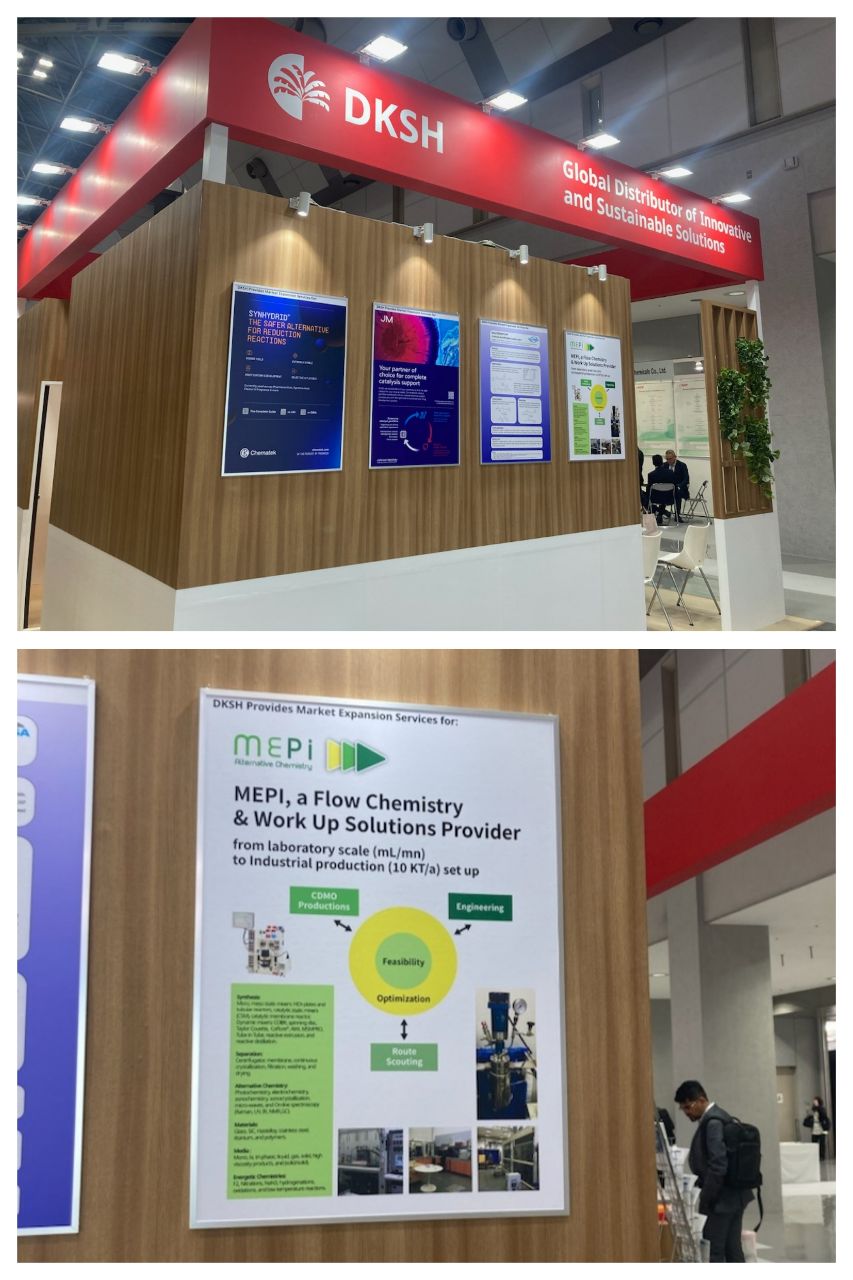
MEPI expose à Tokyo Big Sight du 21 au 23 avril 2026.
Nous vous attendons nombreux sur le stand DKSH Japan 2G 04.
18 mars 2024
Nous sommes très fiers de vous annoncer une nouvelle coopération entre MEPI et LAMINAR, qui permettra de tester diverses réactions et cristallisations, alliant la connaissance réputée de MEPI en chimie en flux continu, à l’excellence technologique de LAMINAR dans les réacteurs de Taylor Couette. Elle permettra de répondre aux nombreuses demandes de l’industrie chimique et pharmaceutique en matière de réactions en continu nécessitant des temps de séjours importants et/ou de la génération de solide.
Laurent Pichon
MEPI Chairman of the Board
Jongpal Hong
LAMINAR CO Ltd CEO
26 juin 2023

2 avril 2023
April 18th, 2023 : MEPI give a speech at KOREACHEM, KINTEX, Seoul international exhibition centre (Republic of South Korea)

7 décembre 2021
Los siete socios del consorcio TRIPyr se reunirán los días 29 y 30 de noviembre en el Instituto Catalán de de Investigación Química (ICIQ) para celebrar su reunión anual. Los miembros del consorcio compartiránel desarrollo del proyecto y discutirán acciones futuras. Tras la reunión, los socios visitarán las instalaciones de última generación del ICIQ.
El proyecto TRIPyr tiene como objetivo mejorar la calidad del medio ambiente a ambos lados de los Pirineos, transformando residuos industriales tóxicos procedentes de la industria agroalimentaria y de pesticidas en productos de alto valor añadido como polímeros o alcoholes grasos mediante el desarrollo de metodologías basadas en al catálisis.
Ana Aguiar, presidenta de la División de Química Verde y Sostenible de la Sociedad Química Europea (EuCHemS) y experta en química verde y tecnología de CO2 supercrítico de la Universidad Nueva de Lisboa, impartirá la charla “Repensar el uso de CO2 supercrítico”; François Jérôme, del Instituto de Química de Poitiers: Materiales y Recursos Naturales, con amplia experiencia en el acoplamiento de catálisis con tecnologías alternativas, presentará “Tecnologías alternativas para la conversión de biomasa”, y el tercer invitado, Alessandro Zedda, director de Zedda Innovation Consulting & Labs, hablará sobre “Estrategias de monetización para propiedades intelectuales. Conozca el valor de su propiedad intelectual, elija el mejor socio industrial para negociar más y mejores acuerdos de licencia ».
La estrategia de TRIPyr es desarrollar metodologías de vanguardia basadas en catálisis, una herramienta con alta selectividad y economía de átomos y energía, para la transformación de residuos industriales provenientes de la industria agroalimentaria y de pesticidas en materias primas. La transferencia industrial de los procesos estudiados se realizará mediante el escalado de procesos tanto en discontinuo (batch) como en flujo continuo (flow) para la transformación catalítica de residuos grasos industriales de origen animal, así como de residuos halogenados alifáticos, en productos valiosos.
El proyecto se lleva a cabo gracias a una estrecha colaboración transpirenaica entre tres socios académicos: el Laboratorio de Heteroquímica Fundamental y Aplicada (LHFA-CNRS / UT3 Paul Sabatier, Toulouse, Occitania), el Instituto Catalán de Investigación Química (ICIQ, Tarragona, Cataluña) y el Instituto de Ciencias Químicas y Catálisis Homogénea (CHESO, Zaragoza, Aragón); dos centros tecnológicos: la Casa Europea de Procesos Innovadores (MEPI, Toulouse, Occitanie) y la Asociación de Industrias de Navarra (AIN, Cordovilla, Navarra); la PYME Sapoval (Albi, Occitanie) y Ecocène (Pau, Nouvelle-Aquitaine), asociación dedicada a la divulgación pública de la ciencia
——————————————————————————-

El objetivo es descubrir cómo pueden obtener polímeros a través de residuos para transformarlos en nuevos productos con valor añadido
El Institut Català d’Investigació Química (ICIQ), con su sede en Tarragona, está investigando un nuevo proceso sobre cómo transformar residuos en polímeros, que son los principales componentes del plástico, para entrar en una economía circular sostenible. Este estudio se encuentra en el marco del proyecto TRIPyr , del cual forman parte un total de siete organizaciones de las dos lados de los Pirineos: Catalunya, Aragón, Navarra y el sur de Francia. Estas instituciones tienen el objetivo de mejorar la calidad del medio ambiente transformando algunos residuos industriales tóxicos en productos con valor añadido y atractivos de nuevo por el mercado, como pueden ser polímeros.
Según explicaba en declaraciones al Diari Més el químico líder del grupo de investigación del ICIQ y profesor ICREA, Arjan Kleij, se trata de un proceso con el cual se quiere llegar a una «economía y química circular». «Este modelo sostenible es hacia donde tenemos que ir, porque, si no, las próximas generaciones tendrán una vida mucho más difícil», señalaba Kleij, apuntando al hecho que «actualmente dependemos demasiado del petróleo, y ahora tenemos que caminar hacia las energías renovables».
El TRIPyr se centra en investigar, a través del proceso de catálisis, cómo podemos revalorizar las fuentes de residuos. El objetivo principal es «utilizar estos residuos para transformarlos en algún producto por el cual la industria vuelva a estar interesado, que vuelva a tener un valor añadido,» según el líder del grupo de investigación del ICIQ. De esta manera, sectores como la industria química, química fina, farmacéutica… podrían usar el producto resultante de la catálisis.
Según el químico, a estas alturas hay dos componentes que se encuentran en el centro de esta investigación: el lindano y los ácidos grasos. «El lindano es un producto tóxico, el cual se usaba en forma de pesticida antiguamente, pero que todavía está presente en el medio ambiente y que, si se introduce en la cadena trófica, puede ser perjudicial para nosotros», aseguraba Kleij, mientras que los ácidos grasos «se encuentran en la naturaleza en la basura». Así, y tal como explicaba el investigador, si estos residuos simplemente se tiran, pierden valor; «pero si se pueden reutilizar, dándoles un valor añadido, diseñas un proceso de economía y química circular sostenible». «Este es el objetivo al cual queremos llegar, lo que se considera una basura con poco valor, lo convertimos en productos reciclados, los cuales seguramente pueden escalar en el interés por parte de los mercados», remarcaba.
En este sentido, los investigadores insisten en entrar en una economía circular sostenible a través de la química verde. Así, lo que tienen presente son los «productos que se puedan reciclar otra vez con un proceso de catálisis», de manera que se transforma en un recurso renovable infinito. Kleij espera que en los próximos años la industria dé apoyo a proyectos como el de TRIPyr y que este tipo de productos escalen en el mercado, pero asegura que es un aspecto que está condicionado totalmente a las empresas. «Depende de qué cosas quieran hacer, qué aplicaciones quieran tener en el mercado. Por ahora, ya hemos firmado un nuevo proyecto con una gran empresa, que nos permitirá trabajar en paralelo este campo de la catálisis,» apuntaba el químico.
El proyecto ha sido cofinanciado en un 65% por el Fondo Europeo de Desarrollo Regional (FEDER) a través del Programa Interreg V-A España-Francia-Andorra (POCTEFA 2014-2020).
Projet réalisé avec le soutien financier de l’Union Européenne.

8 décembre 2020
Technologies chimiques pour la valorisation
des résidus industriels dans les Pyrénées
 |
Acronyme : TRIPyr
Période de réalisation : Avril 2020- Mai 2022
Chef de file : Pr. Montserrat Gómez
|
TRIPyr est un projet européen interrégional ayant pour objectif de développer des technologies catalytiques innovantes permettant la transformation des deux types de déchets : résidus gras issus de l’industrie agroalimentaire et résidus provenant du lindane, pesticide hautement toxique stocké en grande quantité dans les Pyrénées. Pour cela, le projet s’appuie sur l’économie circulaire dans lequel les déchets générés sont utilisés comme matières premières pour la conception des produits à haute valeur ajoutée, avec des applications dans le secteur des matériaux, chimie fine ou chimie médicinale.
TRIPyr s’engage également à former de jeunes chercheurs dans le développement des procédés respectueux de l’environnement, et à informer la société sur la Chimie Verte, ses principes et leurs applications dans le traitement de déchets.
Pour atteindre ces objectifs multiples, le Consortium TRIPyr est composé de 7 partenaires (dont 6 bénéficiaires et 1 associé) venant de la Nouvelle-Aquitaine, Aragon, Catalogne, Navarre et Occitanie: le Laboratoire Hétérochimie Fondamentale et Appliquée (LHFA-CNRS, Toulouse, Coordinateur du projet), l’Institut Català d’Investigació Química (ICIQ, Tarragone), la Maison Européenne des Procédés Innovants (MEPI, Toulouse), l’Asociación de la Industria Navarra (AIN, Cordovilla), l’association Ecocène (Pau), la PME Sapoval (Albi) et l’Instituto de Síntesis Química y Catálisis Homogénea (CHESO, Saragosse).
Nos résultats attendus :
- Mise en oeuvre de nouveaux catalyseurs en flux continu : organocatalyseurs et (nano)catalyseurs des métaux abondants et peu coûteux ;
- Synthèse d’acides, amines et alcools gras à partir de résidus gras ;
- Synthèse de polymères à partir de résidus gras et de lindane, y compris l’activation du CO2 ;
- Utilisation de la technologie en flux continu afin de verdir des procédés et de simplifier leur montée en échelle.
La finalité de ce projet est de contribuer à la protection de l’environnement tout en favorisant le cycle de vie des déchets et des produits toxiques, dynamisant l’économie des entreprises des régions transpyrénéennes.
Le projet est cofinancé à hauteur de 65% par le Fonds Européen de Développement Régional (FEDER) dans le cadre du Programme Interreg V-A Espagne-France-Andorre (POCTEFA 2014-2020). L’objectif du POCTEFA est de renforcer l’intégration économique et sociale de l’espace frontalier Espagne-France-Andorre. Son aide est concentrée sur le développement d’activités économiques, sociales et environnementales transfrontalières par le biais de stratégies conjointes qui favorisent le développement durable du territoire.
Projet cofinancé par le FEDER
Projet réalisé avec le soutien financier de l’Union Européenne.
9 septembre 2020
Article Entreprises Occitanie Mai 2020

A lire en intégralité ICI
28 juillet 2020
Ce projet qui se déroulera durant 32 mois pour un budget total de 1,2 Millions d’Euros, implique 6 acteurs industriels et académiques de part et d’autre de la chaîne pyrénéenne. Il a pour objectif la valorisation de déchets industriels à l’aide de technologies éco-efficientes. »
« Il s’agit d’une réelle reconnaissance de l’expertise de MEPI en matière de conception de procédés innovants, au service des enjeux écologiques actuels de notre société » indique Laurent PICHON, Président de MEPI.

Cliquer pour télécharger l’article